Las columnas de destilación son ampliamente utilizadas en distintos procesos industriales. En ocasiones, puede aparecer desestablización en la operación de dichas columnas de destilación, debido a gases no condensables atrapados dentro de las torres o columnas de destilación. Este fenómeno es conocido como gas trapping. Dicho de otra manera, el atrapamiento de gas (gas trapping) dentro de las columnas de destilación puede desestabilizar su funcionamiento, afectando directamente el rendimiento de su operación e incluso, generar daños irreversibles en el equipo.
 |
| Columnas de destilación industriales. Imagen de amacs |
En este artículo presentaremos una guía, basada en ejemplos, para evitar desestabilización de columnas de destilación causada por gas trapping.
Tabla de contenidos
- ✔Gas trapping ocasionado por hardware o equipos
- ✔Gas trapping por cabezal de líquido
- ✔El gas trapping por nivel de líquido en los deflectores del tambor, el condensador o el sumidero inferior
- ✔Gas trapping generado por chorros de líquido
- ✔Gas trapping por deflectores del sumidero inferior
- ✔Gas trapping en tambores de reflujo inundados
- ✔Cantidad inesperada de gas (alta o baja) que entra a la torre de destilación
Los gases no condensables suelen estar presentes dentro de las columnas de destilación (torres de destilación). Estos gases pueden aparecer de manera prevista, o de forma inesperada. Cuando estos gases aparecen o su cantidad varía con respecto al diseño de la torre de destilación, suelen afectar negativamente la condensación, así como, presentar inestabilidad del equipo, causar venteo excesivo, y pérdidas del producto final.
Algunas de las causas de los problemas generados por el gas trapping son bien conocidas, mientras que otras son un verdadero misterio. En esta guía, describiremos brevemente los problemas más conocidos y nos centraremos en los más desconocidos, presentando experiencias en donde el gas trapping (atrapamiento de gas no condensable) provocó problemas de funcionamiento apreciables.
Los problemas de gas trapping en las torres o columnas de destilación, pueden clasificarse en tres grupos principales:
- Gas trapping ocasionado por el hardware de la torre de destilación o de equipos auxiliares
- Gas trapping debido al cabezal de líquido
- Cantidad inesperada de gas (alta o baja) que entra a la columna de destilación
Seguidamente, describiremos cada uno de estos puntos, mostrando algunas directrices que serán de ayuda para prevenir y solventar problemas que puedan aparecer en las torres de destilación debido al gas trapping.
Gas trapping ocasionado por hardware o equipos
Los problemas de gas trapping dentro de las torres de destilación relacionados con el propio equipo o hardware de la torre, o de sus equipos auxiliares, son de los más comunes que se pueden presentar, por lo tanto, los describiremos muy brevemente.
Entre los equipos relacionados con gas trapping en torres de destilación, hay que destacar a los condensadores y rehervidores. Para solucionar problemas de gas trapping en estos equipos, es recomendable plantearse tres preguntas básicas:
- ¿El equipo se encuentra limpio?
- ¿El equipo se encuentra bien ventilado?
- ¿El equipo está bien drenado?
Es bien conocido que un equipo con mala ventilación de gases no condensables es la causa de cerca de la mitad de las averías relacionadas con condensadores, ya que la acumulación así sea de una pequeña fracción de gas no condensable puede perjudicar la condensación, puesto que el gas no condensable aumenta la resistencia de la fase de vapor a la transferencia de calor. Además, los gases no condensables disminuyen la presión parcial del condensado, reduciendo de esta manera la temperatura de condensación.
La resistencia difusional a la transferencia de masa también es apreciable. En una película de condensación, los componentes más pesados deben difundirse hacia la interfaz. Los componentes más pesados se difunden lentamente y una alta concentración del gas no condensable retrasa su difusión. A medida que los componentes pesados se condensan, el vapor más cercano a la interfaz se vuelve más pobre en componentes pesados y más rico en gas no condensable, retrasando más la difusión y reduciendo drásticamente la tasa de condensación en los condensadores, dicho fenómeno es conocido como “Inert Blanketing”. Si estos gases no condensables son ácidos, como el CO2, su acumulación suele causar graves daños por corrosión.
A continuación, proporcionaremos algunas pautas para realizar un venteo efectivo de gases no condensables en los condensadores y en el lado condensable de los rehervidores:
- Debe existir una trayectoria clara del flujo para guiar a los gases no condensables de manera positiva, desde la entrada al intercambiador de calor hasta su venteo. Si el camino se encuentra lleno de deflectores, el diseño de los mismos debe garantizar un barrido efectivo del gas.
- Los respiraderos deben estar ubicados justo al final del recorrido del flujo.
- En los rehervidores debe existir una ventilación adecuada. La línea de equilibrio va desde debajo del deflector de separación hasta la parte superior del recipiente de condensado, para minimizar el retroceso del condensado en el rehervidor. El venteo se realiza abriendo la válvula B. La apertura de la válvula C ventila el vapor de entrada, pero no el gas no condensable, por lo que sólo es útil para espejar el aire de arranque, como podemos ver en la siguiente figura. Cabe destacar, que esta situación se presenta en rehervidores verticales, aunque en rehervidores tubulares el procedimiento es similar, sólo que la válvula B suele estar montada en el tambor de reflujo.
 |
| Venteo adecuado en rehervidores horizontales |
- La trayectoria del flujo debe ser preferiblemente cónica, para mantener velocidades altas y minimizar la acumulación de gas no condensable en bolsas muertas.
- Tomar en cuenta los efectos de las diferentes condiciones de enfriamiento en las distintas zonas donde quedan atrapados los gases no condensables.
- Considerar que todos los vapores al condensar contienen gases no condensables. Por ejemplo, 100 ppm de gas no condensable en un vapor pueden llenar un rehervidor con gas no condensable en menos de 10 horas.
- Proporcionar una buena ventilación en placas tubulares a los rehervidores verticales, cuando se presentan gases condensables ácidos o corrosivos.
- Observar minuciosamente las tuberías de las líneas de venteo para asegurarse que no se encuentran ahogadas por un cabezal de líquido.
- Revisar cuidadosamente el diseño del condensador para detectar la posibilidad de condensación Rayleigh. Esto ocurre cuando el líquido condensado cerca de la entrada del condensador, rico en componentes pesados, se elimina tan pronto como se forma, y ya no se mezcla con la mezcla de condensación restante. Este modo concentra el gas no condensable en la mezcla de condensación, reduciendo el punto de rocío del vapor, e impidiendo su eliminación por absorción en el condensado.
- Proporcionar una ventilación adecuada durante el arranque, sobre todo, cuando se conoce la presencia de aire y nitrógeno.
Gas trapping por cabezal de líquido
Seguidamente, describiremos los mecanismos de gas trapping (atrapamiento de gas) por cabezal de líquido.
El gas trapping por nivel de líquido en los deflectores del tambor, el condensador o el sumidero inferior
Este es uno de los mecanismos más comunes de esta clase. Un ejemplo común de este tipo de caso, es el estudio de condensación en una torre química hecha por Olsson y Kister usando condensadores de pulverización por contacto directo, con reflujo recirculante refrigerado. En este caso, el condensador drena libremente hacia el tambor de reflujo, mientras que los gases no condensables en el tambor de reflujo se dirigen hacia el sistema de vacío. De este modo, la torre de destilación experimenta fluctuaciones de presión e inundaciones intermitentes en la parte superior:
 |
| Gas trapping por nivel de líquido en desaireador de alimentación a caldera |
Una observación clave para detectar esta situación, fue que el acumulador de reflujo estaba a 150 mm Hg, mientras que la parte superior de la torre estaba a 100 mm Hg. Esto sólo puede explicarse por una presencia de líquido en el condensador y en la tubería corta entre el condensador y el tambor de reflujo, que arrastra los otros 50 mm Hg del vacío en la torre.
Los registros de funcionamiento confirmaron que la diferencia de presión de 50 mm Hg se estableció tan pronto como se estableció la circulación de líquido, lo que significa que se produjo antes de que el vapor fluyera por la torre. Por lo tanto, esta diferencia de presión fue producida por el líquido. El tubo corto de 30 pulgadas de diámetro tenía 3 pies de largo. A la velocidad de circulación normal, se estimó una caída de presión de 1 pie de líquido en la tubería (principalmente a la entrada y a la salida). Esto deja 2 pies de succión neta, que coincide aproximadamente con la diferencia de presión (50 mm Hg) entre el acumulador y la torre. Esto significa que parte del líquido se acumulaba en el condensador y que la tubería de 30 pulgadas funcionaba llena de líquido.
El tramo de líquido impedía que los gases no condensables salieran libremente del fondo del condensador. Los gases quedaron atrapados en el condensador, aumentando su presión. Con la presión en el acumulador, fijada por el control de presión, la presión en la torre y el condensador aumentaba lentamente, hasta que había una diferencia de presión suficiente para empujar el tramo de líquido hacia el tambor de reflujo y liberar el gas. Una vez liberado, la presión de la torre descendía. Cuando entraba más gas no condensable en el sistema, las fluctuaciones se intensificaban.
La caída de la presión superior de la torre durante el ciclo podría haber inducido una inundación intermitente. Una vez inundado, el líquido caliente fue arrastrado por el vapor superior de la torre. Este líquido, muy pesado, absorbía parte de los componentes más ligeros, haciendo caer la presión en el condensador y agravando la inundación.
Para resolver el problema, se trasladó el controlador de presión desde la parte superior del tambor de reflujo a la parte superior de la torre, aguas arriba del condensador. De este modo, se mantuvo una presión constante en la torre y se eliminaron por completo las fluctuaciones de presión.
En un caso análogo, el tambor desgasificador de agua de alimentación de caldera (BFW) (siguiente figura) subía de presión. Una vez que subía la presión, la eliminación del aire del condensado se deterioraba, aumentando la concentración de aire en el condensado de 10 a 700 ppm. También, había un problema de inestabilidad: El tambor del desaireador se llenaba de presión y luego se liberaba repentinamente.
 |
| Diagrama del desgasificador que presenta presiones bajas |
La causa era que el conducto de drenaje de la torre empaquetada de arriba, era de tamaño insuficiente para el flujo de autoventeo. Esto hizo que el líquido se acumulara en la torre empaquetada. Al final, o bien se producía una fuga de vapor, o bien el líquido se desviaba y el proceso se repetía. El problema se eliminó instalando una línea de ventilación (mostrada en trazos) desde el tambor hasta la torre de envasado superior.
Otro desgasificador (ver siguiente figura) recibía el condensado de vapor de tres fuentes: 212°F, 240°F y 285°F a caudales variables, así como, un aporte de agua desmineralizada a 90°F. La línea de 12 pulgadas servía tanto de ventilación, como de calefacción.
 |
| Desgasificador de vapor de tres fuentes |
Inicialmente, las tres corrientes de condensado entraban en la parte superior de la torre. Más tarde, el condensado de 285°F se dirigió al tambor de vapor, como se muestra en la figura anterior, para reducir el venteo de vapor. Al volver a poner en marcha el equipo, a altas tasas de condensado, el desgasificador se sacudía violentamente. Había tanto vapor flash en el tambor que la velocidad del vapor en la línea de 18 pulgadas era lo suficientemente alta como para exceder el límite del sistema. Para detener las sacudidas, la presión del tambor se elevó de 12 psig a 20 psig, lo que redujo la velocidad del vapor por debajo del límite del sistema. La velocidad de bajada del líquido, de unos 300 gal/min, no era alta para una línea de 18 pulgadas, por lo que el problema era impulsado por el vapor.
Gas trapping generado por chorros de líquido
La alimentación de líquidos suele entrar en la torre en forma de chorros de líquido. Cuando los chorros de líquido impactan en una superficie líquida, arrastran vapor al líquido. Cuando el vapor arrastrado no puede salir libremente, puede causar una reserva de líquido, como describiremos a continuación:
Una caja de separación, es una caja rectangular que suele montarse justo encima de las canaletas de distribución de la torre empaquetada (ver siguiente figura). Un tubo de alimentación elevado justo por encima de la caja y orientado paralelamente a esta, suministra líquido a la caja. La tubería puede contener agujeros en su parte inferior o tubos de inmersión que transportan el líquido hasta cerca del fondo de la caja. El líquido puede ser reflujo superior, líquido interno recogido y mezclado con la alimentación de líquido, o líquido de retorno de la bomba. Los agujeros en el suelo de la caja de separación, situados por encima de cada una de las cubetas, conducen el líquido a cada una de ellas, con lo que se consigue una cabeza de líquido uniforme en todas las cubetas.
 |
| Una caja de separación sirve para dosificar el líquido a las cubetas de un distribuidor de envases |
Cuando se alimenta la caja desde un sparger que contiene agujeros en la parte inferior (sin tubos de inmersión), los chorros de líquido que salen de los agujeros impactan sobre la superficie del líquido en la caja, generando una intensa espuma irregular en la caja, que a su vez conduce a una mala distribución del líquido en las cubetas. Para igualar la espuma, se suele utilizar una placa de impacto perforada (PIP), mostrada en la siguiente figura, que se extiende de pared a pared en la caja, montada de 2 a 4 pulgadas por encima del suelo, con un área de perforación que suele representar el 10-20% del área de la sección transversal de la caja. El área de los agujeros del PIP excede significativamente el área de los agujeros en el fondo de la caja de separación, por lo que el PIP no retrasa el flujo. Más bien, rompe el impulso, iguala la espuma y mejora la distribución del líquido que sale de la caja.
 |
| Placa de impacto perforada |
Pruebas recientes con agua, utilizando un modelo a escala de una caja de separación real, mostraron un problema de ventilación cuando se utiliza un PIP. Los chorros de agua que salían de la tubería de alimentación del sparger arrastraban aire al impactar con el PIP y el agua que había sobre este (ver figura). Este aire pasó hacia abajo a través del PIP y quedó atrapado debajo del sparger por la cabeza de agua que prevalece sobre el PIP. Este espacio de aire generó una altura de espuma excesiva por encima del PIP, lo que provocó un desbordamiento prematuro de la caja. El líquido desbordado está mal distribuido y a menudo es recogido por el vapor, causando arrastre e inundación prematura en las torres empacadas.
 |
| Las pruebas se realizaron con un PIP de 20% de área abierta, 4 pulgadas por encima del piso de la caja de separación |
En algunos diseños comerciales se consigue una ventilación adecuada de la PIP utilizando una placa de impacto más estrecha, que deja huecos en los laterales para permitir la ventilación de los gases. Estas placas de impacto ventiladas se probaron en el mismo banco de pruebas. Las pruebas mostraron que el uso de las PIP con un 40-50% de área abierta eliminaba por completo el espacio de aire, reducía la altura de la espuma y eliminaba el desbordamiento de la caja, a la vez que seguía proporcionando una excelente división del líquido a las perforaciones de la caja de separación a pleno rendimiento, y hasta un 50% de reducción.
Gas trapping por deflectores del sumidero inferior
La ventilación inadecuada de un deflector del sumidero inferior puede hacer que el líquido retroceda por encima del deflector. Esta acumulación puede iniciar un ciclo o una inundación prematura. En el caso descrito en la siguiente figura, el nivel de fondo oscilaba hasta un 30% de su rango cada 10 minutos, lo que provocaba oscilaciones de flujo de fondo entre cero y 3.000 lb/h. La presión diferencial de la torre (dP) y algunas temperaturas también fluctuaron.
La figura muestra la disposición de los deflectores en la parte inferior de una torre de desbutanización. El tubo de bajada de la bandeja inferior está sumergido en el fondo del sumidero del rehervidor. El líquido del retorno del rehervidor fluye hacia la parte superior del sumidero, por debajo de un deflector inclinado superior, y luego desborda un deflector vertical para llegar al sumidero inferior. Obsérvese que el sumidero inferior contiene líquido espumoso, que tiene una gravedad específica inferior a la del líquido del sumidero del rehervidor, lo que hace que se eleve a una mayor altura.
 |
| Disposición de deflectores en la parte inferior del desbutanizador |
El espacio de vapor por encima del compartimento inferior no está ventilado, de modo, que el vapor que entra no puede salir y ejercerá una contrapresión sobre el líquido en el compartimento de extracción del rehervidor. Menos líquido desbordará el deflector vertical y el nivel del fondo bajará. La mayor presión en el espacio de vapor por encima del compartimento inferior empujará el líquido hacia arriba en el compartimento de extracción del rehervidor, y su nivel subirá. Esto también elevará la reserva de líquido espumoso en el bajante inferior, hacia la bandeja inferior.
Este proceso continuará hasta que la cabeza del líquido por encima del deflector vertical alcance unos 2 pies, momento en el que el espacio de vapor por encima del compartimento inferior alcanzaría la parte inferior del deflector inclinado. El nivel del fondo de la torre alcanzará un mínimo, mientras que la altura del líquido espumoso en el tubo de bajada inferior alcanzará un pico, posiblemente inundando la bandeja inferior.
Ahora, se forma un camino de vapor y el vapor atrapado sale en forma de géiser a través del líquido. Una vez que el soplo desaparece, el compartimento de extracción del rehervidor vuelve a su estado inicial y el proceso se repetiría. Para solucionar el problema de la ventilación, la solución viable es ventilar el compartimento de extracción inferior, mediante un respiradero de cuello de cisne (ver figura), y acortar el tubo de bajada de la bandeja inferior, reduciendo su inmersión. Esto eliminó por completo las oscilaciones.
 |
| La adición de un respiradero de cuello de cisne permitió que el gas saliera del sumidero del fondo y eliminó las oscilaciones |
Gas trapping en tambores de reflujo inundados
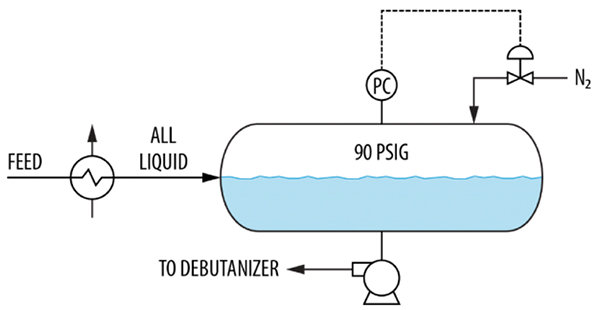
En muchos sistemas de condensación, los tambores de reflujo funcionan con líquido y la presión de la torre se controla manipulando la tasa de destilado (PC 1 en la siguiente figura). Con el tambor lleno de líquido, el cierre de la válvula eleva el nivel de líquido en el condensador, cubriendo parte de su área de transferencia de calor, lo que a su vez reduce las tasas de condensación y eleva la presión de la torre.
A la inversa, la apertura de la válvula de destilado PC 1 disminuye el nivel de líquido en el condensador, exponiendo más superficie de tubos para la condensación, lo que disminuye la presión de la torre. A veces, especialmente en los sistemas de gravedad que no tienen bomba de reflujo, el propio tambor de reflujo se omite. Debido a la ausencia de espacio de vapor, el tambor inundado es más pequeño que un tambor con espacio de vapor, las tuberías son más sencillas y, junto con la eliminación del control de nivel, ofrece un gran ahorro de costes de capital.
 |
| Esta configuración muestra un sistema de ventilación automática de tambor inundado que funcionó bien |
Además del problema de ventilación del condensador descrito anteriormente, el tambor inundado tiene un problema potencial de ventilación adicional. La desorción de gases no condensables en el tambor puede vaciar el tambor e interrumpir la acción de control. Estos gases no condensables no pueden volver al condensador debido al tramo de líquido en la línea desde el condensador. Deben ser ventilados desde cerca de la parte superior de un tambor lleno de líquido, por lo que es probable que el venteo contenga líquido arrastrado. El sistema de venteo y el flujo descendente deben manejar de forma segura el líquido arrastrado y su destello.
La falta de venteo de estos gases haría que el control de la presión fuera errático, balanceando los sistemas de reflujo y destilado. Si la acumulación de gases no condensables es poco frecuente, el venteo manual desde la parte superior del tambor suele ser suficiente. Si los gases no condensables se acumulan con frecuencia, o la columna funciona sin vigilancia, es necesario el venteo automático.
La figura anterior ilustra un sistema de venteo automático que ha funcionado bien. Se añade un segundo controlador de presión (PC 2), un controlador de nivel y una válvula de control en la línea de venteo. El punto de consigna del PC 2 es más bajo que el del controlador de presión normal (PC 1). Cuando el bidón está lleno, el controlador de nivel mantiene desactivado el PC2 y la válvula de ventilación está cerrada.
El desbordamiento del bidón (debido al atrapamiento de gas no condensable) se detecta por una caída del nivel del bidón. El nivel más bajo activa el PC2. Como el punto de ajuste de PC2 es inferior a PC1, abre la válvula de ventilación. A medida que la presión cae, PC1 se cierra, ayudando a aumentar el nivel de líquido del bidón. En cuanto el bidón se llena, el controlador de nivel dispara el PC2 y la válvula de ventilación se cierra.
Cantidad inesperada de gas (alta o baja) que entra a la torre de destilación
Los problemas con una cantidad excesiva de gas que entra en la torre o columna de destilación son comunes, potencialmente problemáticos, y a menudo no se reconocen. En las torres de vacío, también puede haber problemas con la entrada de cantidades deficientes de gas en la torre. También, abordaremos esta situación que se presenta frecuentemente. A continuación, describiremos ambas situaciones:
Exceso de gas en la torre de destilación
Impacto económico del venteo de gas no condensable.
Aparte de los problemas de funcionamiento y la inestabilidad de la torre de destilación, el gas no condensable venteado suele arrastrar algo de producto, que se pierde. Estas pérdidas de producto pueden ser bastante caras, como se ilustra en el siguiente ejemplo:
Consideremos una torre cuyo producto superior es el hexano, con el tambor de reflujo a 30 psia y 80 °F. También hay algo de nitrógeno en el tambor, ya sea procedente del proceso o de un sistema de control que añade gas no condensable para mantener la presión del tambor (y de la torre). La presión del tambor (Pdrum, psia) es la suma de las presiones parciales del líquido y la del gas, dada por la siguiente ecuación:

Suponiendo idealidad y equilibrio, la presión parcial del líquido de hexano es igual a su presión de vapor, VPliquid, en psia. Pgas es la presión parcial del gas en psia. A 80ºF, la presión de vapor del líquido hexano es de 3.1 psia. Esto significa que la presión parcial del gas es de 30 psia - 3,1 psia = 26,9 psia. Sobre una base molar, el 10% (igual a 3,1 psia dividido por 30 psia) del gas de venteo a 80ºF será hexano. En base al peso, la fracción de hexano del gas de venteo es mayor, un 26%, debido al menor peso molecular del nitrógeno. Así, cada tonelada de gas de venteo contiene 0,26 toneladas de hexano.
Es probable que este producto venteado se pierda, y puede aumentar la combustión en antorcha o las emisiones. El gas no condensable, incluso el nitrógeno, puede ser absorbido por el producto, y puede aumentar la presión en el equipo aguas abajo, lo que resulta en una mayor pérdida de producto y en la quema en antorcha aguas abajo.
Para minimizar las pérdidas de producto en el venteo, a veces se enfría el gas de venteo, a menudo en un condensador y se recupera el condensado. Incluso un enfriamiento de tan sólo 20 °F (a 60 °F), que puede lograrse con agua fría, reduciría la presión de vapor del hexano líquido a 1,8 psia. También, reduciría el contenido de hexano del gas de venteo de 26 % en peso a 16 % en peso, reduciendo casi a la mitad la pérdida de producto en el gas.
Absorción de gas por alimentación o reflujo de líquido del tambor
Este mecanismo es una de las fuentes más comunes, aunque poco apreciadas, de desperdicio de aire. A menudo es inconcebible pensar que un gas como el nitrógeno o el gas combustible pueda ser absorbido en cantidades significativas por los líquidos de proceso. Si la superficie de contacto es suficiente, la cantidad relativamente pequeña que se absorbe puede llegar a ser importante, convirtiéndose en una gran pérdida económica, y generar problemas medioambientales e inestabilidad en la torre o columna de destilación. A continuación, describiremos esta situación con un ejemplo ilustrativo:
Se utilizó nitrógeno para mantener la presión en un tambor de alimentación del desbutanizador recién añadido (ver figura). Tras el reinicio, se observó que gran parte del nitrógeno acababa en la planta aguas abajo. La planta tuvo que realizar un venteo considerable desde el desbutanizador y el despropanizador situados aguas abajo. El nitrógeno llegó a todas estas torres. Los operarios de la planta también se dieron cuenta de que la válvula de control de nitrógeno se abría casi por completo, lo que sugería que estaba entrando mucho nitrógeno. Este nitrógeno tenía que salir, y la única ruta abierta es con el líquido de salida del tambor.
 |
| El nitrógeno es absorbido por el líquido en un tambor de alimentación del debutanizador recién añadido |
La tasa de absorción (muy elevada) se debió a la entrada de la alimentación cerca de la superficie del líquido. Esto exponía una amplia zona de contacto entre el líquido de alimentación y el nitrógeno en el espacio de vapor del tambor. La forma de evitar esto, es canalizar el líquido de alimentación para descargarlo cerca del fondo del tambor, de manera que el líquido que entra no tenga contacto con el espacio de vapor. La única zona de contacto entre el nitrógeno y el líquido es entonces la superficie estancada, que alcanzará la saturación y, mientras permanezca inalterada, no absorberá nitrógeno adicional.
Una posible solución "rápida" habría sido aumentar el nivel del líquido, pero esto no era deseable porque la alimentación fluctuaba con frecuencia, por lo que el nivel se controlaba al 50%. Otras soluciones temporales serían mantener la alimentación más caliente o reducir la presión del tambor, lo que la planta hizo hasta que se pudiera aplicar una solución permanente.
En otra torre, un controlador de presión de rango dividido en el tambor de reflujo introducía gas combustible o ventilaba el gas a la antorcha (ver figura). La válvula que añadía el gas combustible estaba siempre muy abierta y la que iba a la antorcha estaba cerrada, lo que era deseable para minimizar la combustión en antorcha. La amplia apertura significa que una cantidad significativa de gas combustible fue absorbida por el líquido del tambor. El control de presión mantenía la presión del bidón estable, pero la presión de la torre oscilaba hasta 7 psi.
 |
| El gas absorbido por el líquido en un tambor de reflujo provoca fluctuaciones de presión en torres y condensadores |
La sobrecarga de la torre a 170ºF se condensó totalmente en el intercambiador E1, con una temperatura de salida de 90ºF, y luego se subenfrió por el intercambiador E2 a 70ºF. La caída de presión a través de los condensadores varió entre 3 y 15 psi dependiendo de las tasas. A medida que los índices aumentaban, la caída de presión a través de cada intercambiador se incrementaba, llegando a 7 psi a través de cada intercambiador. Las elevadas caídas de presión de los intercambiadores, especialmente en el subenfriador E2, sólo podían explicarse por la presencia de gas.
La entrada de líquido subenfriado (por salpicadura en la superficie del tambor) generaría una gran superficie para absorber el gas. Este gas salía en el líquido del tambor. Una parte terminaba en el producto destilado, el resto se refluía. En la torre, los gases absorbidos en la corriente de reflujo se desorbían, y el gas cubría el condensador y el subenfriador, causando la alta y fluctuante dP que desestabilizaba el control de presión de la torre.
Una solución sería extender la tubería de condensado hasta cerca del fondo del tambor de reflujo. Esto protegería el condensado del gas combustible y mitigaría la absorción de gas combustible. La única absorción tendría lugar justo en la superficie del tambor. Mientras la superficie permanezca inalterada, se saturará rápidamente y habrá poca absorción adicional de gas combustible.
Deficiencia o variabilidad de gas en la torre de destilación
El diseño de la torre suele basarse en un rango de cantidades previstas de gases no condensables que entran en la torre. Cuando la cantidad real se desvía del diseño, el sistema de control no puede seguirlo, provocando oscilaciones u otros problemas importantes de funcionamiento, pudiendo concluir que la gestión eficaz del inventario de vapores es la clave para controlar la presión.
Según la ecuación (1), cuando la presión de vapor del producto, VPlíquid, es baja, y al mismo tiempo no hay suficiente gas no condensable para mantener la presión Pgas alta, la presión del tambor, Pdrum, caerá, en ocasiones, por debajo del punto de ajuste deseado en el controlador de presión. Al bajar el punto de ajuste del controlador se reduce la presión de la torre, aumentando la velocidad del vapor en la torre, lo que a su vez puede inducir una inundación o arrastre prematuro, limitando posiblemente la capacidad de la torre. El intento de mantener el controlador en el punto de ajuste más alto (deseado) puede inducir ciclos de acumulación y descarga del poco gas no condensable presente. Las oscilaciones pueden ser graves.
Una gran ilustración de este problema se encuentra en la torre de vacío descrita en la siguiente figura. Se trata de un diagrama simplificado de una torre que tenía un condensador interno de placa de hoyuelos (E-1) que utilizaba una corriente de condensado tratada, denominada agua templada caliente (WTW) que entraba a 130ºF, y un enfriador interno de inertes de placa de hoyuelos más pequeño (E-2) que utilizaba WTW más fría (95ºF), con 1/20 del servicio de E-1. El principal control de la presión en la torre se realizaba mediante la manipulación de la tasa de WTW de E-1. En caso de exceso de presión, el flujo de inertes al sistema de vacío se incrementaba mediante el otro controlador de presión. El operador tenía la posibilidad de manipular el flujo de inertes al vacío a través del HC.
 |
| Torre de vacío que experimentó graves problemas de control de la presión |
Resultó que la entrada real de aire en el sistema era una centésima parte del diseño. En las torres de vacío, la tasa de fuga de diseño suele basarse en el número y el tamaño de las bridas del sistema, y parece que el equipo de construcción hizo un trabajo demasiado bueno al apretar todas las bridas. La ausencia de inertes potenció la condensación, lo que provocó la caída de la presión. Para mantener la presión, la planta redujo el caudal de la WTW, pero esto aumentó la temperatura de salida de la WTW, que alcanzó el máximo permitido para evitar la ebullición de la WTW. Esto no fue suficiente para elevar la presión de la torre, que terminó unos 6 psi por debajo del diseño, lo que limitó la capacidad hidráulica de la torre.
Para compensar la falta de entrada de aire, se añadió a la torre una purga de nitrógeno dosificada. Esto no funcionó como se pretendía, y la presión de la torre experimentó oscilaciones de±1,5 psi, provocando oscilaciones de temperatura y de nivel, debido probablemente al delicado equilibrio necesario entre las características de la válvula de control y la tasa de adición de nitrógeno.
Finalmente, el problema se resolvió cambiando la filosofía de control de la presión y añadiendo un control de la temperatura de salida de la torre, manteniendo la válvula de la torre lo más abierta posible y permitiendo un margen menor entre la temperatura de salida de la torre y su punto de ebullición.
Otro ejemplo es la torre de vacío de la siguiente figura. Esta torre tenía un controlador de presión diferencial (dPC) que manipulaba la adición de gas no condensable a la parte superior de la torre. Una caída de la presión superior aumentaría la presión diferencial, y el dPC aportaría gas para mantener la presión. Esto funcionó bien durante años.
 |
| Una fuga de vapor causó problemas de control de la presión en este sistema de torre de vacío |
En un momento dado, una fuga de vapor desde una línea de servicio hacia la torre provocó importantes oscilaciones. A las temperaturas y presiones de la torre, el vapor se comportaba como un gas no condensable, reduciendo en gran medida la transferencia de calor del condensador, tal y como se observaba en la drástica caída del nivel de refrigerante en el armazón del condensador. Cuando la cantidad de gases no condensables (incluido el vapor) que entraba en la torre superaba la capacidad de los chorros de vacío para eliminarlos, el condensador se volvía totalmente inerte. La condensación se detenía, la tasa de producto disminuía y se perdía, la presión superior aumentaba drásticamente y la presión diferencial de la torre caía.
Una vez que la presión diferencial cayó, el CPD cortó el flujo de gas hacia la torre superior, ayudando al sistema de vacío a eliminar los gases no condensables del condensador. El condensador se resucitó, haciendo que la presión de la torre bajara gradualmente. Cuando la presión diferencial volvía a ser normal, la tasa de no condensables que entraba en la torre volvía a superar su tasa de eliminación, y el ciclo se repetía.
En sistemas similares a los descritos anteriormente, una tasa elevada de gas no condensable puede causar velocidades excesivas de vapor hacia arriba en el condensador de retroceso, con arrastre de líquido aguas abajo.

Cómo evitar desestabilización de columnas de destilación causadas por gas trapping by Ing. Bulmaro Noguera is licensed under a Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional License










{kind=link}
0 Comentarios